Описание
Конструкция станка:
Основные несущие части станка выполнены из литого чугуна для того, чтобы свести к минимуму возникновение вибрации и ударов которые могут возникнуть в процессе эксплуатации станка. Тиски и поворотное устройство из тех же соображений выполнены из литого чугуна.
- Высота подъема консоли регулируется специальным приспособлением в зависимости от диаметра заготовки. Когда консоль опускается в нижнее положение, срабатывает датчик и консоль поднимается в верхнее предварительно настроенное положение.
- Станок оборудован очищающей щеткой с приводом, которая служит для очистки зубьев ленточного полотна, что в свою очередь существенно продлевает его срок службы
- Зажим тисков производится при помощи гидроцилиндра. Подвижная губка тисков перемещается в настраиваемом пазе который выполнен в форме ласточкиного хвоста. Тиски также оснащены предварительным устройством наладки при помощи трапецеидального винта и ручки. Подвижная губка тисков также может перемещаться в право и в лево в зависимости от угла резки.
- Поворотный стол обладает большим пространством для размещения заготовок и точного зажима заготовок. Поворотный стол оборудован цифровым указателем угла поворота рамы.
- Станок оснащен устройством автоматического контроля натяжения ленточного полотна. Натяжение ленточного полотна осуществляется вручную Выпрямление полотна в зоне реза осуществляется при помощи четырех подшипников и шести твердосплавных пластин.
- Привод ленты реализован посредством электродвигателя с частотным преобразователем, что позволяет бесступенчато регулировать скорость вращения ленточного полотна. Электродвигатель крепится непосредственно к червячному редуктору который закреплен на консоли станка и вращательное движение через вал передается на шкив. Двигатель станка оборудован защитой от перегрева.
- Станина с поддоном для стружки.
- Концевой выключатель натяжки полотна и открытия кожуха.
- Управление 24 Вольт.
Рабочий цикл станка: После установки заготовки в тиски и установки рамы в верхнее положение оператор нажимает кнопку старта цикла, после этого станок сам производит зажим заготовки в тисках, приводит в движение ленточное полотно, подает СОЖ, и начинает опускать вниз пильную раму. Скорость опускания пильной рамы регулируется с пульта управления станка, при этом станок автоматически контролирует усилие подачи по нагрузке на двигатель. После того, как станок выполнил рез, консоль поднимается в верхнее положение, после чего прекращается вращение ленточного полотна и выключается подача СОЖ и тиски раскрываются. После чего рабочий производит манипуляции с материалом.
Пульт управления станком выдает информацию о правильном натяжении ленточного полотна, о правильном положении защитного кожуха ленточного полотна.
Стандартная комплектация:
- паспорт и инструкция по эксплуатации на русском языке в бумажном виде и на CD-диске;
- трехфазный электродвигатель;
- червячный редуктор Varvel (Италия);
- частотный преобразователь регулирующий скорость пилы от 20-100 м/мин;
- система СОЖ (охлаждение) в сборе с электронасосом;
- поддон для удобного сбора стружки;
- высокоточные комбинированные направляющие ленточного полотна (подшипники и твердосплавные пластины);
- твердосплавные пластины с возможностью переустановки на вторую сторону;
- автоматический контроль натяжения и обрыва ленточного полотна;
- приводная щётка для очистки ленточного полотна от стружки;
- поворотный пульт управления от Mitsubishi Electric;
- цифровая индикация угла поворота пильной рамы;
- система автоматического ограничения подачи пильной рамы за счет обратной связи при превышении заданной нагрузки на двигатель;
- пильное полотно Honsberg (Германия) 4780х34х1,1 – 1 шт.;
- набор инструментов для обслуживания станка.
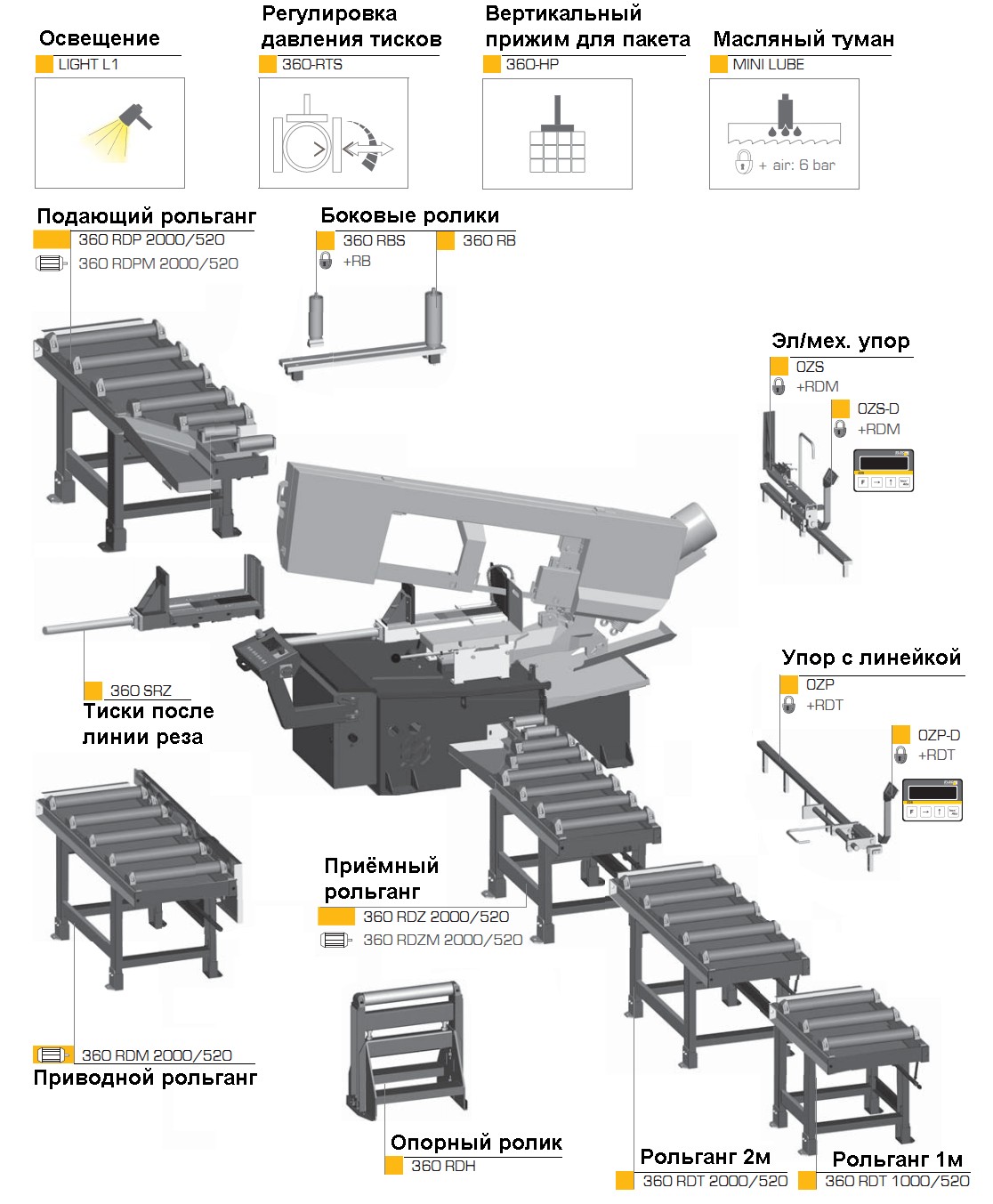
Дополнительные принадлежности Pegas 360×500 SHI-LR
За дополнительную оплату возможна поставка рольгангов подающих, рольгангов приёмных, вертикального прижима для пиления пакета материала, галогенного освещения, ленточных полотен фирмы Honsberg (Германия), а также набор быстроизнашивающихся запасных частей (твердосплавные пластины, винты, очистительные щётки).